 日本語
日本語 ベトナム語
ベトナム語 英語
英語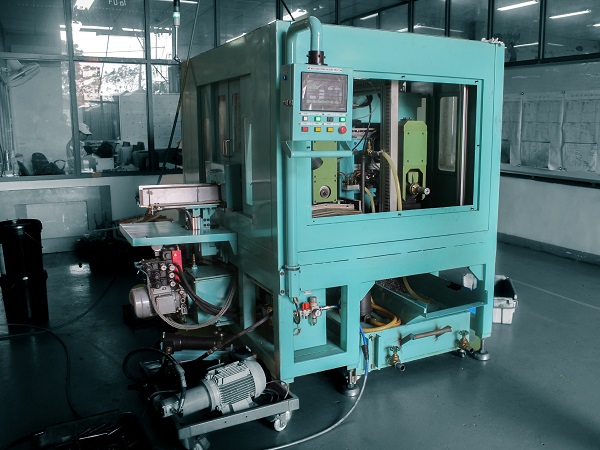
統合された自動機
統合加工機(専用2ヘッド加工機)の応用)
穴あけ加工 – タロ – 面取り – 溝加工を組み込んだ機械加工機械は、CNCオートメーションエンジニアによって設計され、製造され、そして国内外の顧客に提供される多くの特殊加工機械の一つです。 。
顧客の各プロダクトのための個々の条件に従って4つの工作物のドリルの太郎レースの斜角を付けられた端スロットの自動処理機械はなされます。
スライド式スライドを用いた正面フライス加工、タロ加工(タッピング)および溝加工(溝加工)を組み込んだ加工機は、生産自動化に最適なソリューションです。たった1回の設置で、この4-in-1自動機のおかげで、機械製品は必要なサイズと公差をもって2つのヘッド、溝付きとタロイモを加工できます。
統合加工機を使用すると、従来の加工方法に比べて時間が大幅に短縮されます。ワークをチェックして固定するには、多くの時間と労力がかかります。自動制御と統合されたバッチ処理機は、非常に高い生産性(約2,000〜2,500製品/シフト)で大量生産品を処理するという利点を有する。 4つのタスクを完了するまでの時間(サイクルタイム).
モデル171020816統合自動加工機の仕様
参考サイズ:2000(W)×2500(D)×1800(H)(mm)
機械の操作高さ:床から915 mm。
3相電源、AC 380 V、50 Hz。
制御電圧:DC 24V
空気源の要件:0.4 - 0.6 Mpa。
水力の要求事項:総最高圧力80 Mpa。
ディテールの大小のスピード:1900 rpm、一歩前進0.3 mm /ラウンド。
レーススピード:600 rpm
スピードと詳細なスロッティング:1900 rpm、
ステップ前進0.3 mm /ラウンド。
機械加工プログラムは、切削モードが機械にインストールされており、簡単に変更されています。機械は顧客が前に提供する各製品モデルに従って柔軟な設定を変更することができます。
このマシンは6つの主要なクラスタで構成されています:
CNCVINAによって設計され製造された統合加工機の構造と動作原理
1.より低いフレームフレーム、台本体および機械フレーム構造
2.移動クラスター(コンベヤークラスター)
3.メインシャフトアセンブリは、フェイシャル機能とタロとスロッティングを備えた4つのヘッドで構成されています。
4.ガイドレールスライドと共に動かします。サーボ制御システムとインバータによる自動運転
5.クラスターの配置、配置、締め付け
6.水まき缶を拾う 油圧バレル
細部はコンベヤーベルトに同時に供給され、4つのヘッドの内部スペースに動かされる。機械加工位置では、細部はJIG構造でしっかりと位置決めされ、しっかりと固定されています。同時に、マシンは細部の大きな頭と小さな頭の両方の両側と同じタスクを同時に実行します。太郎の穴と溝。その後、完成品が取り出され、サイクルタイムが終了します。

自動積算機による加工前後の詳細
- 生産性の高い大量加工
- 寸法安定性の高い加工品
- 機械は機械が長寿命を持ち、取り替えることを容易にするのを助けるように標準的なモジュールに従って造られます
- 加工プロセスの段階間の輸送の自動化 - 削りくずはきれいに吹き飛ばされ、冷たいスラリーとチップコンベアで取り出されます
- 製品は「入力」クラスターに連続的に供給され、製品の両端を取り除くために位置1と位置2に移動され、次に製品を完成させるために都合のよい位置に移動されてタップされます最後に、製品は「出力」から削除されます。
製品はクランプ位置に送られ、同時にスピンドルの端部によって自動的に処理されます。複合加工機に適用できるタスクは次のとおりです。フライス加工、旋盤加工、ヘッドフェースミーリング、穴あけ、ボーリング、タッピング、面取り、研削
自動モードでは、製品は連続して入力アセンブリに供給され、加工位置に移動します。 治具で製品が正しく位置決めされると、加工ヘッドが作業に入ります。処理された製品は、作業者が取り出すために自動的にアウトプット(自動)クラスターに運ばれます。 手動モードでは、労働者は主軸のフライス削り、穴あけ、旋削、タッピングを所望の位置に移動させる。 自動モードでは、製品は連続して入力アセンブリに供給され、加工位置に移動します。治具で製品が正しく位置決めされると、加工ヘッドが作業に入ります。処理された製品は、作業者が取り出すために自動的にアウトプット(自動)クラスターに運ばれます。
ランニングサイクル:
- デバイスが元の状態に戻った後、リターンライトは明るくなり、次に自動に切り替わります。同時にクリックリセットして停止し、すべての製品カウンタとタイマーを0にクリアします。
- 自動に切り替えた後、スタートランプが点滅します(HMIのスタートランプは点滅しますが、点灯しません)。安全上の理由からAutoを実行する効果。
- スタート1とスタートボタンを同時に押すと、2つの回転テーブルが自動的に900度回転します。これはアクティブな掘削クラスターのみを持ちます。 - ドリルフレーズが完了すると、2 Start 1とStart 2のライトが点滅します。製品を入れて、同時に、2つのスタート1とスタートボタン2つのロータリーテーブルが自動的に1つのコーナー900を回転させます。ドリルクラスタと面取りクラスタが作動します。
- 2つの穴あけと面取りクラスタが行われた後、2つの開始1と開始2のライトが点滅します。プロパティを設定するスタート1ボタンとスタートボタンを同時にクリックする2.ターンテーブルが自動的に900度回転します。これを3回実行すると、3つすべてのドリル - 面取り - ドアクラスタが機能します。
- 3つすべてのドリル面取り連なりが完了すると、開始1と開始2のライトが点滅します。プロパティを設定する製品は、2 Start 1ボタンとStartボタンを同時に押して押します。これを実行すると、3つのクラスタすべてが機能します。
- 終了するたびに、Start 1とStart 2のライトが点滅しているときは、を押して実行します。新しいサイクル.
モデルを変更する手順、DANDORY
手順1.デバイスを手動モードに切り替える ステップ
2.位置決めVブロックを交換し、各モデルタイプに合うようにコンベアベルトの距離を変更します ステップ
3:切削工具を交換する ステップ
4:カットモードを変更する ステップ
5:モニター画面でモデルを変更する ステップ
6:機械手動モードを実行する
一体型自動機械加工機を運転する過程では、常にCNCVINA供給者によって与えられた操作手順に従ってください。常に機械を清掃し、各シフトの前後に電気系統と油圧系統を点検してください。ベアリング、スライドレール、ネジネジなどの機械アセンブリのメンテナンス、メンテナンス、および定期的な交換。切削油を交換し、計算された製品量の後で切削工具を交換します。使用中の規則の理解そして厳密な付着を使って。あなたの特別な機械加工機のどれでも常に安定したそして長期的な生産性と操作を確実にするでしょう。

